- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






ທໍ່ເຊື່ອມຕາມລວງຍາວ
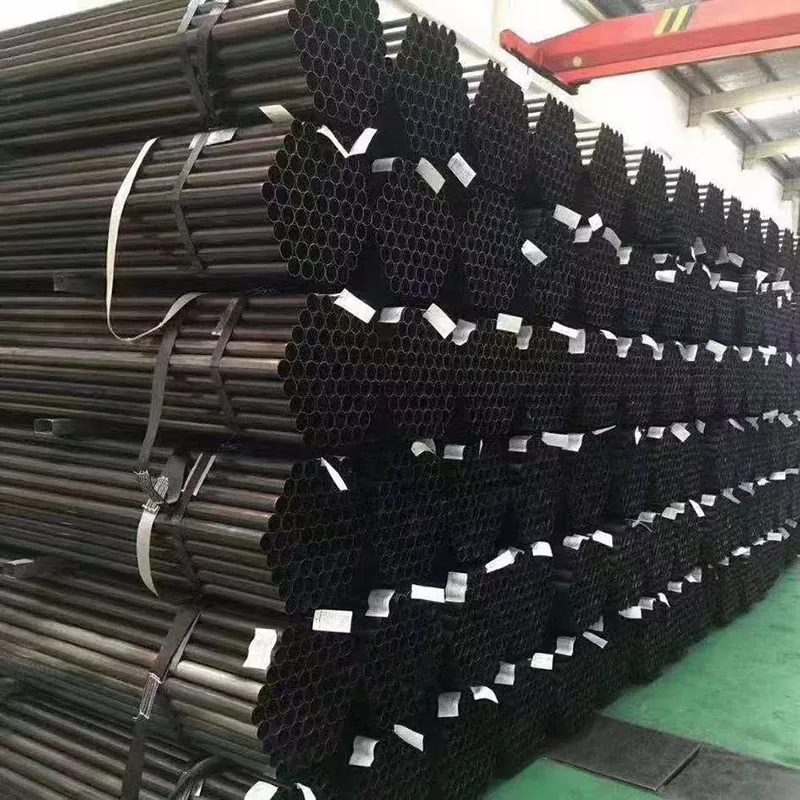
ທໍ່ Welded ຕາມລວງຍາວທີ່ຜະລິດໂດຍຜູ້ຜະລິດ Xinlida ແມ່ນແຜ່ນເຫຼັກຫຼືແຜ່ນເຫຼັກ rolled, welded ເປັນເສັ້ນຊື່ໂດຍເຕັກໂນໂລຊີການເຊື່ອມໂລຫະ (ເຊັ່ນ: ການເຊື່ອມຄວາມຖີ່ສູງຫຼື submerged arc welding) ປະກອບເປັນ tubular ໂຄງປະກອບການ. ເມື່ອປຽບທຽບກັບທໍ່ເຫຼັກ seamless, ຂະບວນການຜະລິດຂອງທໍ່ເຫຼັກ seam ກົງແມ່ນງ່າຍດາຍແລະມີຄວາມເຂັ້ມແຂງຕ່ໍາກວ່າທໍ່ seam ເລັກນ້ອຍ.
ສົ່ງສອບຖາມ
ລາຍລະອຽດຜະລິດຕະພັນ
ຂະບວນການຜະລິດຂອງທໍ່ Welded ຕາມລວງຍາວປະຕິບັດຕາມຂະບວນການຫຼັກຂອງ "ວັດຖຸດິບ pretreatment-forming-welding-finishing", ແລະແຕ່ລະຂັ້ນຕອນ revolves ປະມານຄວາມແມ່ນຍໍາແລະຄວາມເຂັ້ມແຂງການຄວບຄຸມ. ວິທີການປະກອບດ້ວຍຂັ້ນຕອນດັ່ງຕໍ່ໄປນີ້ຂອງ: ທໍາອິດ, ການກະກຽມວັດຖຸດິບ, ເລືອກແຖບເຫຼັກມ້ວນຮ້ອນຫຼືແຜ່ນ coil ເປັນວັດສະດຸພື້ນຖານ, ຕັດແຖບເຫຼັກເຂົ້າໄປໃນຄວາມກວ້າງຂອງການຕັດທໍ່ແລະເສັ້ນຜ່າສູນກາງການປິ່ນປົວ, ປະຕິບັດຕາມເສັ້ນຜ່າສູນກາງຂອງເຄື່ອງ. ເອົາເກັດ oxide ດ້ານແລະ impurities ເພື່ອຫຼີກເວັ້ນການຜົນກະທົບຕໍ່ຄຸນນະພາບການເຊື່ອມໂລຫະ; ແລະຫຼັງຈາກນັ້ນເຂົ້າໄປໃນຂັ້ນຕອນການກອບເປັນຈໍານວນ, ຊຶ່ງແຖບເຫຼັກໄດ້ຖືກຄ່ອຍໆງໍເຂົ້າໄປໃນທໍ່ຮອບເປີດເປົ່າ (ຫຼືທໍ່ສີ່ຫລ່ຽມຫຼືສີ່ຫລ່ຽມຫວ່າງເປົ່າ) ໂດຍຜ່ານເຄື່ອງກອບເປັນຈໍານວນມ້ວນຢ່າງຕໍ່ເນື່ອງ, ເພື່ອໃຫ້ແນ່ໃຈວ່າຂອບຂອງທໍ່ເປົ່າແມ່ນສອດຄ່ອງກັນແລະ curvature ແມ່ນເປັນເອກະພາບ, ແລະວາງພື້ນຖານສໍາລັບການເຊື່ອມໂລຫະຕໍ່ມາ.


ຫຼັງຈາກການສ້າງຕັ້ງ, ທໍ່ເປົ່າເຂົ້າໄປໃນການເຊື່ອມຕໍ່ການເຊື່ອມໂລຫະທັນທີ, ແລະການເຊື່ອມໂລຫະຕົ້ນຕໍໄດ້ຮັບຮອງເອົາການເຊື່ອມ induction ຄວາມຖີ່ສູງຫຼືການເຊື່ອມ arc: ການເຊື່ອມໂລຫະຄວາມຖີ່ສູງໃຊ້ induction ແມ່ເຫຼັກໄຟຟ້າເພື່ອເຮັດໃຫ້ຄວາມຮ້ອນຢ່າງໄວວາຂອງຂອບຂອງທໍ່ເປົ່າເປັນລັດ molten, ແລະຫຼັງຈາກນັ້ນການເຊື່ອມໂລຫະແມ່ນສໍາເລັດໂດຍການກົດ roller extrusion, ແລະການເຊື່ອມໂລຫະພື້ນຖານ. ການເຊື່ອມໂລຫະ arc ແມ່ນເຫມາະສົມສໍາລັບທໍ່ທີ່ມີຝາຫນາ, ແລະການເຊື່ອມຕໍ່ໄດ້ຖືກຮັບຮູ້ໂດຍການຕື່ມນ້ໍາ molten ດ້ວຍ electrode ຫຼືສາຍເຊື່ອມ. ຫຼັງຈາກການເຊື່ອມໂລຫະ, ການກວດກາການເຊື່ອມໂລຫະ (ເຊັ່ນ: ການກວດກາ ultrasonic ແລະ X-ray) ຈະຖືກປະຕິບັດເພື່ອລົບລ້າງຂໍ້ບົກພ່ອງເຊັ່ນ: pores ແລະຮອຍແຕກ, calibrate ເສັ້ນຜ່າສູນກາງຂອງທໍ່ໂດຍເຄື່ອງປັບຂະຫນາດ, ການຕັດເສັ້ນກົງແລະຄວາມຍາວຂອງຫນ້າດິນ. ການປຸງແຕ່ງແລະການປິ່ນປົວຕ້ານ corrosion (ເຊັ່ນ: galvanizing ແລະສີ) ສຸດທ້າຍປະກອບເປັນຜະລິດຕະພັນທໍ່ welded ຊື່ມີຄຸນວຸດທິ.


Hot Tags: ທໍ່ເຊື່ອມທາງຍາວຂອງຈີນ
ປະເພດທີ່ກ່ຽວຂ້ອງ
ສົ່ງສອບຖາມ
ກະລຸນາຮູ້ສຶກວ່າບໍ່ເສຍຄ່າເພື່ອໃຫ້ການສອບຖາມຂອງທ່ານໃນແບບຟອມຂ້າງລຸ່ມນີ້. ພວກເຮົາຈະຕອບກັບທ່ານໃນ 24 ຊົ່ວໂມງ.





